隨著城市化進程的加快,土地資源的日益稀缺,充氣開關設備由于占地面積小,不受外界環境影響,免維護及可靠性高等優勢越來越得到市場的認可,其發展勢頭也越來越猛,市場占有率正在迅速增長。雖然充氣開關設備有如此多的優勢,但由于對制造設備和工藝要求很高,其發展趨勢曾一度停滯不前。
隨著城市化進程的加快,土地資源的日益稀缺,充氣開關設備由于占地面積小,不受外界環境影響,免維護及可靠性高等優勢越來越得到市場的認可,其發展勢頭也越來越猛,市場占有率正在迅速增長。雖然充氣開關設備有如此多的優勢,但由于對制造設備和工藝要求很高,其發展趨勢曾一度停滯不前。
近年來由于激光設備的應運而生,使得充氣開關設備的制造邁上了一個新的臺階,迎來了新的發展契機。
1 充氣開關設備制造工藝分析
充氣開關設備由兩大部分組成:氣箱和框架。圖1為生產的充氣開關設備。其中,氣箱是充氣開關設備的核心技術,其制造工藝的先進與否直接影響著開關設備的質量和性能。按照傳統的工藝很難達到圖樣要求,就算勉強能制造出來,勢必要開很多模具,且周期較長,一旦圖樣更改,必須重新開模,這不但導致開發周期的延長,而且也造成了不必要的經濟損失,也不利于市場的開拓。
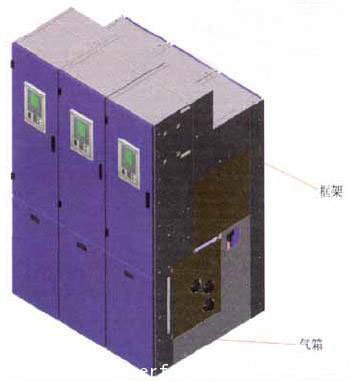
圖1
2 激光切割工藝在氣箱制造中的應用
2.1 加工大尺寸高精度零件
氣箱部分由不銹鋼材料制成,其板厚為3mm,圖2為氣箱的其中一個零件圖。由圖可見,該零件尺寸較大且孔的數量較多,精度要求高,沖裁此種厚度的材料需要很大的沖裁力,數控壓力機由于不能承受如此大的沖裁力,故不能加工。而采用傳統的沖模加工不能一次成形,須分幾次成形,成形后孔的精度達不到圖樣要求,還需對孔進行后續加工。激光切割加工薄板,其精度可控制在5μm以內,可以一次加工就達到圖樣要求。
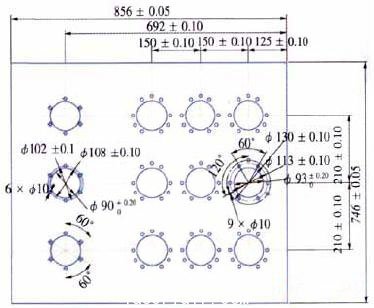
圖2
2.2 加工復雜形狀零件
對于某些形狀復雜的零件,如圖3所示為其展開圖形,傳統加工工藝也需要開模具經數次加工成形,利用激光切割即可一次成形。
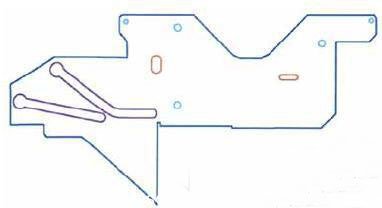
圖3
圖4
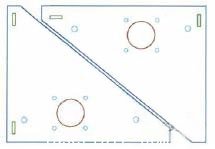
圖5
2.4 加工帶敲落孔的零件
由于工程的需要,在某些零件加工時,要預留一些孔,以防用戶擴容要增加元器件而因面板上無開孔導致無法安裝。但在實際操作過程中,如果把面板上的孔都開好了,用戶卻突然不需要了,那么開好的孔不僅影響美觀且存在很大的安全隱患,如果做報廢處理,再重新制作的話浪費太大。通過用激光切割可以在預留孔的位置切割一個不割斷的、帶微連接的孔。
如圖6所示,我們習慣上把“藕斷絲連”的孔叫做敲落孔(圖7為敲落孔放大圖),圖中的微連接寬度即為尺寸1,此寬度可根據不同材料及厚度做相應的調整,可依照經驗進行調整。
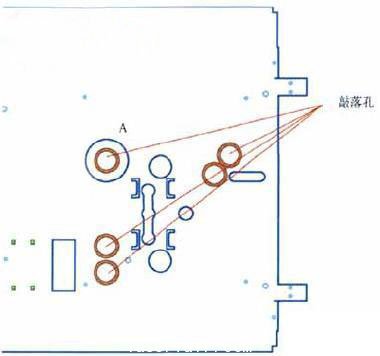
圖6
開敲落孔是一個很好的解決方案,在工程中應用非常廣泛。敲落孔的好處在千,它既可在需要安裝元器件時把帶微連接的那部分余料如撤落變成安裝元器件用的通孔φD(如圖8所示),又可在不需要安裝元器件時保留原樣,不會產生影響美觀和存在安全隱患等問題。正是因為敲落孔的這一優點,給工程設計也帶來了很多方便,工程設計人員可以不用做很多方案,只要做幾個典型的方案即可,因為敲落孔可以做到要哪個敲哪個,不用的留著有備無患,增加了零件的通用性和互換性,也提高了設計人員的工作效率,降低了工作強度。
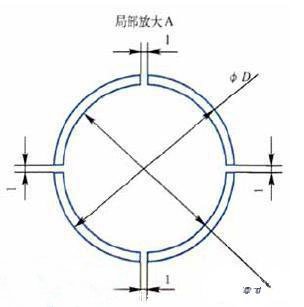
圖7
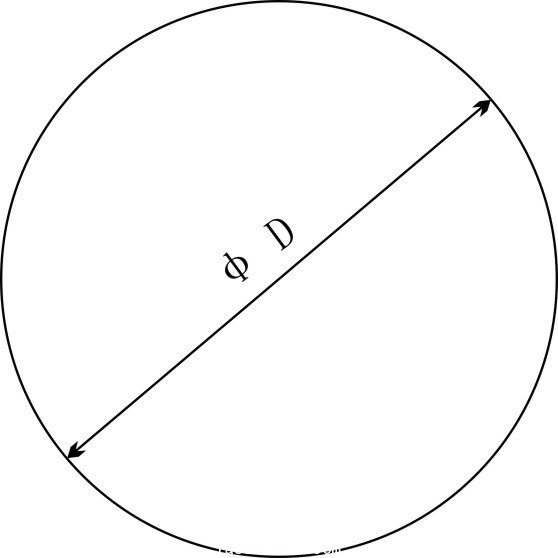
圖8
2.5 加工離壓扁線近的零件
圖9所示零件中的孔離壓扁線很近,按照常規工藝,孔加工完成后再壓扁,會造成孔變形,且會使孔的邊緣凸出平面,產生毛刺,達不到設計要求。如壓扁后再加工孔,增加了加工難度。現利用激光切割的擴展功能“slit”,在位于壓扁線的位置上割一條很細小的工藝縫(如圖10所示),解決了這一問題且不會影響零件的外觀和強度。
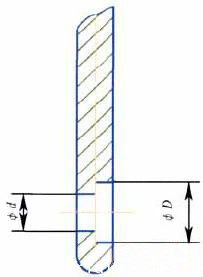
圖9
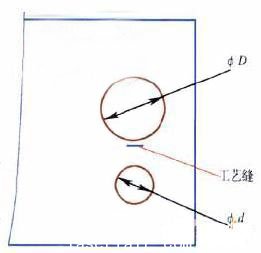
圖10
2.6 加工特殊零件
有些零件的折彎比較不規則,比如圖11所示帶有斜角的折彎,通常折彎時很難靠準,就算非常有經驗的師傅也很難保證一次做正確。這時我們可以利用激光切割的另一個擴展功能"marking",在事先算好的折彎線上割出一個淺淺的折彎基淮線,類似于在鉆孔時的劃線工藝,只要畫圖時尺寸算得正確,就不會產生差錯,如果批量生產的話,加工出來的零件的一致性和互換性會更好。由于折彎基準線位于零件的內側,且沒有割穿,只不過在表面有個“記號”而已,所以不會影響零件的外觀和強度。
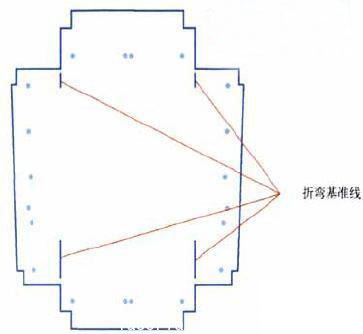
圖11
當加工厚度大于10mm的厚板時,由于機床本身的局限性,如果孔徑大于板厚,其加工出來的質量往往大打折扣,通常會出現孔的表面粗糙度不達標、公差不達標等現象。采用人工劃線又不能保證精度,采用線切割成本又過高,此時“marking”功能又大有用武之地了,如圖12所示。我們所要做的就是在需要鉆孔的位置割上一個十字記號,作為以后鉆孔的基準。應用此工藝后可輕松保證孔的加工精度,大大降低了加工難度和強度,節約了制造成本,降低了設備空置率。
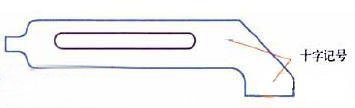
圖12
3 結束語
以上這些激光切割工藝的應用都是在多年的實踐經驗中總結出來的,既可以單獨應用,也可以在一個零件上多個重復地使用。當然,這些激光切割工藝不能生搬硬套地使用,在實際生產制造過程中,應該具體問題具體分析,有選擇的應用,相信在以后的工作中會發掘更多、更好的關于激光切割的工藝應用方法。





